






Electrophoretic paint
- 产品介绍:
- 黑色单组分阳极电泳涂料,是从日本引进先进的配方技术,采用国外进口原辅料精心制造而成。是针对中国地区小五金涂装市场而开发的环保无铅单组分阳极电泳涂料。本产品具有高泳透率、贮存稳定性好和良好的防沉降性等特点,原漆技术指标经过最佳的调整。使得该产品在没有完善的电泳加工系统中也适合于箱包拉杆、拉头、电器、五金涂装领域的涂装,基本无需进行相对的技术指标控制,就能达到优良的涂膜效果。

广泛应用于铝件表面除灰、出光,而且具有抛光效果。
化学性质 | 呈酸性、谈黄色液体,有轻微腐蚀性。 |
工艺参数 | 工作指标参数: 出光剂:1-3% 温度:常温 处理时间:1-3min
配槽参数:AC 出光剂1-3% 余量:自来水 |
槽液管理 | 根据工艺参数指标控制和补充,要求每生产班根据检验结果调整最少两次,以便保证除油抛光效果。 新配槽液处理时间可相应缩短,如槽液使用时间长或处理量较大,可排放底部溶液,重新补充调整达到上述工艺参数即可。 |
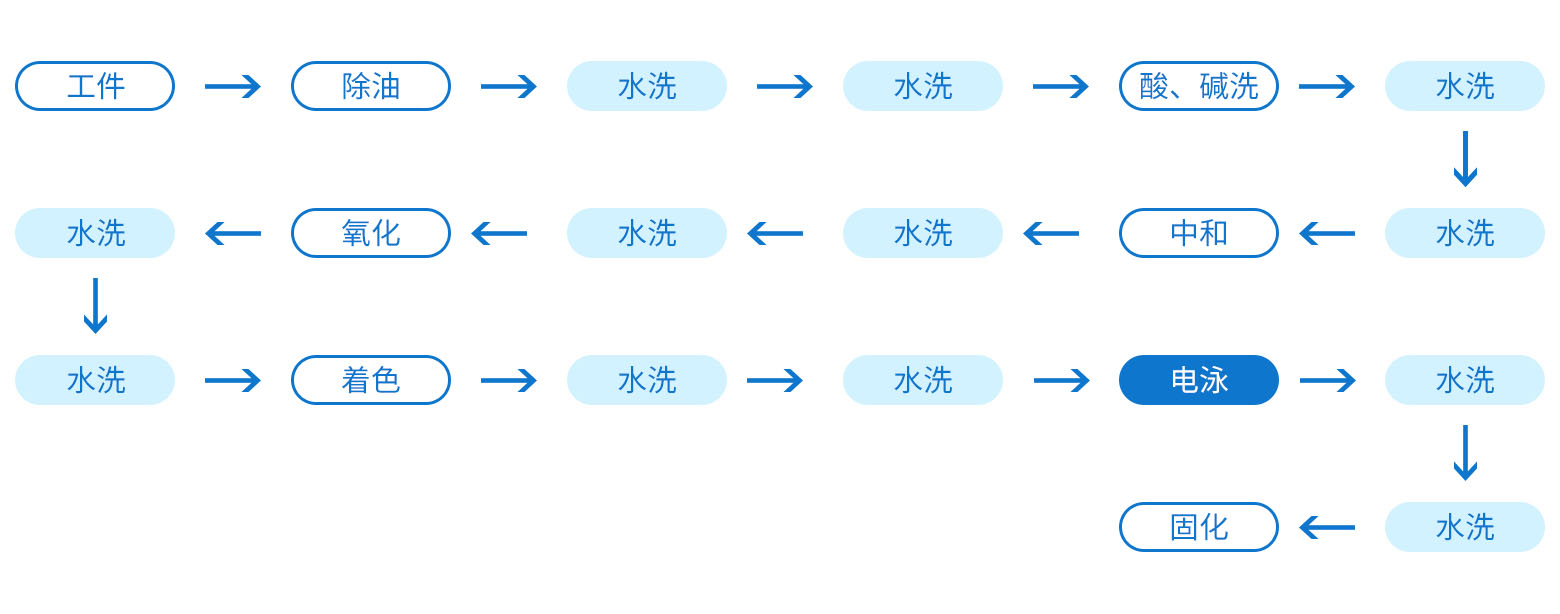
工序流程及耗时指数 | 工序流程:除油--水洗--(酸蚀--水洗)--碱蚀--水洗--出光处理--水洗--水洗--氧化 耗量指数 耗量指数是根据铝件厚或薄和材质化学成分而定,一般情况下,铝材壁厚平均在1mm以上的,(即每吨铝件外面积在400㎡时耗量为6-8kg). |
分析方法 | 除油污剂测定: 取工作槽液10.0ml,放入250ml锥形瓶中,加水约50ml,并加入1%酚酞指示剂2-3滴,用1.0N 氢化钠标准溶液滴定至粉红色为终点,记下消耗的氢氧化钠体积数(ml). 计算:出光剂(%)=1.17N-Naoh v-NaOH |
产品质量技术指标:
检测项目 | 清漆(透明) | 测试方法 |
外观 | 平整光滑无瑕疵 | 目测 |
光泽度(60O,%) | ≧60 | 光泽度仪 |
漆膜硬度(≧H) | 4-5 | GB/T6739 |
划格法附着力(1mm划格) | 100/100 | GB/T9286 |
耐盐雾性24h,CASS | ≧9.5 | GB/T10125 |
耐盐酸性 | 试验后,无气泡及其他明细变化 | GB/T5237.3 |
耐碱性24小时(R) | ≧9.5 | GB/T5237.3 |
耐洗涤性 | 试验后、复合膜表面无气泡,脱落或其他明显变化 | GB/T5237.3 |
耐沸水性 | 试验后、漆膜无气泡、无裂纹、皱纹、脱落或变色现象。 | GB/T5237.3 |
包装和储存
1.包装:25公斤或200公斤塑料桶
2.储存:本品储存时,应保持通风、干燥、防止日光直照,远离热源、
火源,同时也应防止冬季低温下结冰。产品自生产之日起,在0-30℃的
条件下,储存期为12个月。超过储存期产品应通过实验确定是否继续使用

 粤公网安备 44060502001826号
粤公网安备 44060502001826号